Latest News & Events
Exposing BGA: Increase Yields with X-ray Inspection
By Gilbert Zweig
The incorporation of BGA packages into electronics assembly has made inspection issues of these leadless components a primary concern. Because solder bonds hidden underneath the package preclude the use of visual inspection as a way of confirming solder joint integrity, many assembly manufacturers are turning to analytical laboratory x-ray systems for BGA inspection. Using film, real-time x-ray systems or a combination of both, assemblers have been able to fine-tune their process parameters in advance of production. Occasional audits are then conducted during production to maintain the quality of assembly processes.
Managing Defects
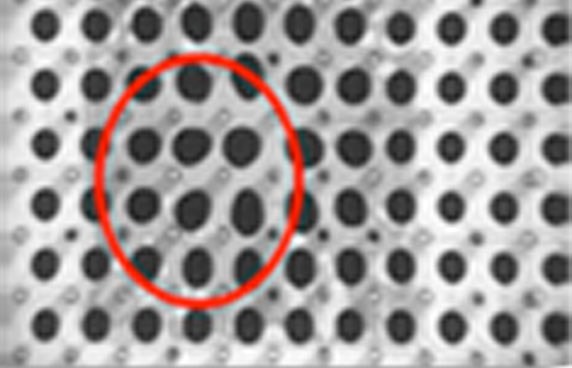
After several years of experience using BGAs, reports from the field have identified four major categories of defects common to BGAs, all of which can be identifies with x-ray inspection. The first type is missing solder balls (Figure 1). Assemblers report that it is not uncommon for these tiny spheres to become dislodged during the handling process, resulting in an incomplete solder bond.
 |
FIGURE 1: An x-ray view of a BGA package reveals missing solder balls — a problem related to BGA handling prior to placement on the substrate. |
The second category, misregistration (Figure 2), is the result of errors either in component placement or adhesive printing. The precise alignment of the solder balls on the underside of BGAs to the adhesive pads on the surface of the PCB is critical.
 |
FIGURE 2: Misregistration between solder balls and adhesive is the result of imprecise placement or imprinting. |
Solder bridging (Figure 3) between two or more solder balls is a defect that seems to be related to rework. When a board is being reworked to correct some other defect, there are indications that solder bridging may be associated with the resoldering process.
 |
FIGURE 3: Solder bridging is a flaw that appears to be related to rework. |
The fourth problem that can be identified with x-ray inspection is the presence of voids within the solder balls on the underside of the component (Figure 4). A related condition known as “popcorning” occurs if moisture is trapped in the solder paste. When heat is applied during reflow, the moisture expands suddenly, leaving either solder voids or irregular shapes that resemble pieces of popcorn. Both conditions have an adverse effect on solder joint integrity.
 |
FIGURE 4: Voids within the solder balls result from moisture that has not been thoroughly baked out. |
When assemblers first started using BGA components, they had concerns about a fifth type of defect that would not appear on an x-ray image: the lack of solder wetting of a ball with respect to the pad. Since x-ray by its nature reveals the presence or absence of material, the image appears the same whether the solder does in fact flow and merge with the adhesive, or whether the two substances remain intact and separate. Field experience, however, has shown that this defect may be observed by other means
The solder balls used on many BGAs are designed to be collapsible when reflow heat is applied. When this occurs over the entire underside of the component, the whole component will sit lower on the board. If the balls under only one portion or side of the component collapse, that component will be tilted at an angle, indicating that the noncollapsed balls have not wetted.
A second reason for a lack of solder wetting is the condition known as “potato chipping,” or warpage, of either the component or substrate. This problem is readily observable, as visual inspection enables assemblers to identify dropped, tilted or potato-chipped components that are symptomatic of a lack of solder wetting. Therefore, a combination of both x-ray and visual inspection has proven effective in identifying flaws that may occur when using BGAs.
The Root of the Problem
Identifying these defects is only the first step in achieving higher yields, as each defect is actually symptomatic of a process problem that needs to be addressed. If missing balls are a common occurrence, perhaps in-house handling procedures need to be revised. Or, going back another step, both this situation and a frequent finding of solder voids may require further attention from the BGA vendor, with inspection data being used as evidence.
If misregistration is the issue, both imprinting and placement processes need to be studied. It may prove necessary to upgrade one or the other system to achieve the required degree of accuracy. It has observed, however, that if a BGA package is slightly skewed after placement, the surface tension occurring during solder reflow can pull the component back into the proper registration. Whether this is an isolated occurrence or a quantifiable trend remains to be seen as the application of BGA expands.
The issue of non-wetting due to collapsed solder balls may indicate an uneven distribution of heat in the solder reflow process. It could also be due to moisture remaining in either the packages or the substrates — the same factor that results in popcorning and potato chipping. To inhibit these problems, all materials involved in the assembly process must be baked thoroughly to remove any remaining moisture, either as an in-house procedure or by the raw material supplier.
Conclusion
The role of analytical x-ray inspection, therefore, is to act as an early warning system. Consider an assembler who is choosing between having continuous in-process x-ray inspection, or using analytical x-ray inspection to establish process parameters and then make occasional production audits. The assembler is, in effect, deciding whether to have a machine “pass judgment” on the process, or to rely on the expertise of people who have developed a thorough understanding of the contribution of materials and processes to the yields of the manufacturing process. Developing diagnostic skills that identify and resolve manufacturing problems does not come without effort. Learning how to use analytical x-ray inspection to perform manufacturing research as well as establishing rigorous parameters to ensure the process is essential. Additional cost considerations may include a capital investment in x-ray equipment of approximately $15,000 to $60,000 — an amount considerably less than in-line systems.
Answering all of the questions raised by the emergence of BGA is not easy. Each company must operate within the confines of its skills, experience, talent and financial resources. This does not mean that new technologies should be avoided because there is a perception that they require massive capital investments. On the other hand, no matter how deep its pockets, no company can afford to let automated inspection take the place of talent and insight when it comes to understanding a particular manufacturing process. Such insight can be developed only by a detailed and analytical study of cause and effect, which is the essence of the manufacturing research process that lays the foundation for quality production.
Reprinted from Advanced Packaging, Nov./Dec. 2015.